VRTÁKY DO KOVU - PRŮVODCE VÝBĚREM
Při obrábění kovových materiálů je správná volba vrtáku klíčová pro přesnost, životnost nástroje a výslednou kvalitu otvoru. Každý materiál se chová jinak – železo je poddajné, litina křehká, nerez tvrdá a houževnatá. To vše má vliv na to, jaký vrták použijete a jak s ním budete pracovat. Na této stránce vám vysvětlíme, jak se v nabídce vrtáků zorientovat a podle čeho vybírat – nejen podle materiálu, ale také podle vlastností, povlaků a vhodnosti pro různé aplikace.
1. Z JAKÉHO MATERIÁLU JE VRTÁK?
Materiál vrtáku určuje jeho životnost, odolnost vůči teplu a možnost použití při různých rychlostech. Nejběžnější jsou:
- HSS (rychlořezná ocel)
Univerzální, cenově dostupné vrtáky. Hodí se pro měkčí kovy, např. hliník, mosaz nebo měkké oceli. Nevydrží však vysoké teploty při dlouhodobém zatížení.- HSS-Co (s obsahem kobaltu)
Ideální pro tvrdší materiály, jako je nerez nebo legované oceli. Kobalt zvyšuje tepelnou odolnost vrtáku a snižuje riziko prasknutí při vyšším zatížení. V základu rozeznáváme vrtáky dle obsahu kobaltu s označením HSS Co5% (obsahují 5% kobaltu - např. vrtáky s Neomezenou zárukou) a s označením HSS Co8% (obsahují 8% kobaltu - vrtáky primárně určené do nerezové oceli)- Karbidové vrtáky (VHM)
Velmi tvrdé a přesné, určené pro profesionální použití, zejména v sériové výrobě (jejími zástupci jsou např. přesné japonské vrtáky firmy NACHI). Výborně si poradí i s velmi tvrdými kovy, ale jsou křehčí a dražší.
2. POVLAKY VRTÁKŮ - PROČ NA NICH ZÁLEŽÍ?
Povlakování není jen o vzhledu. Chrání vrták před opotřebením, snižuje tření, zlepšuje odvod tepla a prodlužuje životnost. Například:
- TiN (nitrid titanu): zlatavý povlak, který zvyšuje odolnost proti opotřebení.
- TiAlN a AlTiN: odolné vůči vysokým teplotám, ideální pro obrábění nerezi a litiny bez chlazení.
- Speciální: jedná se o speciální povlaky (např. povlak AQUA firmy NACHI), které jsou vyvíjeny pro specifické užití vrtáků a výrazně zvyšují odolnost a životnost nástroje.
Příklad: Vrtáky firmy NACHI jsou schopné díky svým vlastnostem (geometrie, povlak, materiálové složení vrtáku) vyvrtat na jedno použití až 60 000 děr.- Bez povlaku: u některých měkkých materiálů je absence povlaku výhodou - třísky se nelepí a vrták se snadněji čistí.
3. JAK VRTAT A JAKÉ VRTÁKY POUŽÍT PRO DANÝ KOV?
Každý kov má specifické vlastnosti, které ovlivňují výběr vrtáku. Podívejme se na nejčastější materiály a způsoby vrtání:
Vrtání do konstrukčních ocelí bez kompromisů - nejlepší vrtáky pro přesné a čisté otvory
Při ručním vrtání konstrukčních ocelí se doporučuje používat tvářené vrtáky, například typy s kódem 01 nebo kódem 05Z. Tyto nástroje vynikají odolností vůči ohybu během vrtání, což přispívá k jejich spolehlivosti i při méně ideálním vedení nástroje. I při nechtěném vychýlení z osy vrtání vrták zpravidla pokračuje v práci bez přerušení, čímž minimalizuje riziko poškození.Pro aplikace, kde je klíčová vyšší přesnost vyvrtaného otvoru, jsou ideální volbou vybrušované vrtáky, například typy s kódem 03 nebo s kódem E6. Tyto vrtáky vyžadují přesné vedení v ose, což zajišťuje kvalitnější výsledný otvor s vyšší rozměrovou přesností. Jsou tak vhodné zejména tam, kde je kladen důraz na preciznost opracování.Vrtání do nerezu - vyberte ten správný nástrojPro efektivní vrtání nerezové oceli se doporučuje použití kobaltových vrtáků, vyrobených z vysoce výkonné legované oceli obsahující alespoň 5 % kobaltu (HSS Co5%). Tyto vrtáky, dostupné například pod kódem 07 (standardní provedení) a kódem 25 (prodloužené provedení), se vyznačují vysokou odolností vůči teplu a opotřebení, což je klíčové při obrábění náročných materiálů, jako je nerezová ocel.
Vzhledem k obtížné obrobitelnosti tohoto materiálu je nezbytné pracovat s nižší řeznou rychlostí - v rozmezí 6 - 10 m/min. Například při použití vrtáku o průměru 5,0 mm to odpovídá přibližně 380 - 635 ot/min. Správná volba nástroje a technologických parametrů zajistí vyšší životnost nástroje a kvalitní výsledek vrtání.
Vrtání do plechu - nástroje, které drží směr - bez prokluzu s dokonalým výsledkem
Při vrtání do plechu je zásadní volbou správný typ vrtáku. Jelikož se jedná o vrtání do malé hloubky, je ideální použít co nejkratší a nejtužší vrták na plech, který zajistí přesné vedení a minimalizuje riziko vychýlení. Vhodnou volbou je například karosářský vrták kód 12 - oboustranný vrták se samostředicí špičkou, která zajišťuje okamžité zavrtání bez sklouznutí po povrchu. Díky dvěma pracovním hrotům nabízí dvojnásobné využití a výhodný poměr ceny a výkonu.
Pro vrtání nerezových plechů nebo jiných tvrdých materiálů jsou ideální kobaltové vrtáky s obsahem alespoň 5 % kobaltu – konkrétně krátký vrták na nerez kód 11. Tyto vrtáky jsou navrženy pro vysokou odolnost a dlouhou životnost i při náročném použití. Samostředicí špička usnadňuje přesné zavrtání i do tvrdších kovových povrchů.
Pro specifické úkony, jako je odvrtání bodových svarů, je vhodné použít specializovaný vrták na bodové svary kód 19. Tento nástroj je vybaven plochou špičkou (180°) a centrálním vodicím hrotem, který umožňuje přesné umístění vrtáku do středu svaru. Vrták snadno pronikne prvním plechem, čímž svar rozpojí, a druhý plech zůstane neporušený - ideální řešení pro karosářské práce nebo opravy plechových konstrukcí.
Vrtání do kalené oceli - jak vybrat správný vrták pro tvrdé materiályKalená ocel se v průmyslové praxi běžně používá pro své výjimečné mechanické vlastnosti, ale zároveň představuje výzvu při obrábění. Správný vrták na kalenou ocel je klíčovým prvkem pro efektivní a přesné vrtání, zejména pokud je požadována vysoká tvrdost materiálu (např. nad 60 HRC).
Pro vrtání oceli kalené na 60 HRC a více se doporučují monolitní karbidové vrtáky - bez vnitřních chladicích kanálků (kód 82) nebo s vnitřním chlazením (kód 83). Tyto vysoce přesné nástroje jsou určeny pro použití na CNC a NC obráběcích centrech, kde je zajištěna minimální vůle vřetene. Umožňují dosažení výjimečné přesnosti a životnosti i při obrábění extrémně tvrdých materiálů.
Pro vrtání oceli s tvrdostí do 40 HRC jsou vhodné vrtáky s pájenou destičkou, například typy s kódem 80 (válcová stopka) a kódem 81 (kuželová stopka). Tyto nástroje jsou ideální i pro běžné stojanové a sloupové vrtačky, přičemž kód 80 lze využít i pro ruční vrtání. Výhodou je atraktivní poměr výkonu a ceny, díky čemuž jsou tyto vrtáky oblíbenou volbou v dílenské i poloprofesionální výrobě.
Pro aplikace, kde není kladen vysoký důraz na kvalitu vyvrtaného otvoru, jsou ideální univerzální vrtáky na kalenou ocel s kódem 70. Tyto vrtáky s pájenou tvrdokovovou destičkou si poradí i s materiály o tvrdosti nad 50 HRC a lze je použít i s ruční vrtačkou. Při použití těchto vrtáků se doporučuje vysoká řezná rychlost (2000 - 3000 ot/min) v kombinaci s jemným posuvem. Pro zajištění dlouhé životnosti je důležité kontrolovat zahřívání nástroje, při nadměrném přehřátí může dojít k poškození pájky, která spojuje destičku s tělem vrtáku (s teplotou tavení cca 1100 °C).
Vrtání do HARDOXu - to nejlepší pro obrábění otěruvzdorné oceli
HARDOX je vysoce otěruvzdorný a extrémně pevný materiál, který nachází široké uplatnění v těžkém průmyslu, zemědělství nebo stavebnictví. Díky své vysoké tvrdosti a houževnatosti patří mezi materiály, které jsou velmi obtížně obrobitelné. Při vrtání HARDOXu je proto klíčové zvolit vhodný nástroj a technologický postup.
Pro vrtání HARDOX 400, HARDOX 450 a HARDOX 500 se doporučuje použití kvalitních vrtáků s vysokou odolností vůči mechanickému a tepelnému namáhání. V nabídce jsou dostupné vrtáky na HARDOX s kódem 10 (s kuželovou stopkou) a kódem 08 (s válcovou stopkou). Tyto nástroje jsou vyrobeny z legované oceli s obsahem 8 % kobaltu, což zajišťuje mimořádnou výdrž i při obrábění těch nejtvrdších materiálů.
Vzhledem k extrémním vlastnostem HARDOXu je vhodné vrtání provádět na strojní vrtačce nebo CNC obráběcím centru, které umožňují přesné nastavení řezných parametrů. Doporučená řezná rychlost se pohybuje v rozmezí 5 - 9 m/min - klíčový faktor pro prodloužení životnosti nástroje a zajištění kvalitního výsledku.
Při proniknutí špičky vrtáku skrz materiál je důležité včas snížit nebo úplně vypnout strojní posuv. Tím se zabrání prudkému rázu, který by mohl způsobit poškození ostří vrtáku - častý problém při obrábění tvrdých ocelí, jako je HARDOX.
Vrtání velmi přesných děr - efektivní řešení pro sériovou i kusovou výrobuPři výrobě přesných součástí, ať už jde o sériovou výrobu nebo kusové zakázky, je často klíčovým požadavkem vrtání velmi přesných děr. Tradiční postup zahrnuje tři samostatné operace - vrtání, vyhrubování a vystružování - což znamená použití tří různých nástrojů, jejich skladování, údržbu a následnou výměnu. To představuje nejen vyšší náklady, ale i časovou náročnost.
Moderní řešení přinášejí precizní vrtáky SG od značky NACHI, které umožňují výrazné zefektivnění výrobního procesu. Speciálně navržený vrták NACHI SG ES (kód NA087574P) umožňuje vrtání přesných děr až do hloubky 5xD, zatímco vrták SG ESS (kód NA087572P) je určen pro vrtání do hloubky 3xD a zároveň perfektně slouží k vytvoření pilotního otvoru pro hlubší vrtání.
Díky své konstrukci a vysoké přesnosti je možné po vrtání těmito nástroji vynechat operaci vyhrubování - a v některých případech dokonce i samotné vystružování. V praxi lze při použití vrtáku SG ESS dosáhnout tolerance otvoru až H7 přímo při vrtání, což šetří čas, náklady a snižuje potřebu dalších nástrojů.
Pro dosažení špičkových výsledků je doporučeno použít CNC stroje nebo jiné obráběcí stroje s velmi přesným uložením vřetene, kvalitními kleštinami a upínači bez vůle. Zásadní roli hraje také správné upnutí obrobku, dostatečné chlazení a efektivní odvod třísek, které přispívají ke stabilnímu a přesnému procesu obrábění.
Jádrové vrtáni do oceli: Efektivní metoda s využitím korunkových vrtáků
Jádrové vrtání (někdy označované jako vrtání korunkovými vrtáky) je moderní a velmi efektivní způsob vytváření otvorů větších průměrů do kovových materiálů, zejména do oceli. Na rozdíl od klasických spirálových vrtáků jádrové vrtáky odebírají materiál pouze po obvodu, čímž dochází k významné úspoře energie, času i opotřebení nástroje.
Pro přesné jádrové vrtání je nutné využít strojní zařízení - nejčastěji se používá magnetická vrtačka, sloupová nebo stojanová vrtačka. Ruční vrtání není vhodné, protože korunkový vrták musí být rovnoměrně přiložen ke vrtanému povrchu všemi zuby. Důležitou součástí každého jádrového vrtáku je vodicí jehla nebo vodicí vrták, který pomáhá přesně umístit vrták na vyznačený bod a udržuje nástroj v ideálním směru. Tím se předchází nežádoucímu zakousnutí nebo zaklínění vrtáku během práce.
Aby byla životnost korunkového vrtáku co nejdelší a výsledek vrtání kvalitní, doporučuje se používat řezný olej nebo jiné vhodné chladicí médium. Při značení budoucího otvoru je nejlepší použít rýsovací jehlu nebo tužku. Použití důlčíku se u jádrového vrtání nedoporučuje, protože může způsobit nežádoucí vychýlení vodicí jehly a poškození vrtáku.
Zvláštní pozornost je třeba věnovat použití nových HSS vrtáků – například řad HSS Silver Line, HSS Blue Line nebo HSS Gold Line. Jejich extrémně ostré zuby vyžadují minimální přítlak. Při nešetrném zacházení může dojít k poškození vrtáku již během několika vteřin, zejména pokud přecházíte z otupeného nástroje na nový.
Pokud hledáte rychlý, přesný a úsporný způsob vrtání do oceli, jádrové vrtání je ideální volbou. Při správném použití, chlazení a péči o nástroje přináší tato metoda vysokou produktivitu, nižší spotřebu energie a profesionální výsledky.
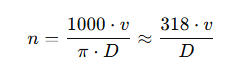
Výpočet otáčekkde n jsou otáčky za minutu [n/min],
v je řezná rychlost v metrech za minutu [m/min],
D je průměr nástroje [mm].
4. PRAKTICKÉ TIPY PRO PRÁCI S VRTÁKY DO KOVU
- Používejte mazání nebo chlazení u tvrdších materiálů - prodloužíte životnost nástroje.
- Netlačte příliš na vrták - při vysokém tlaku se může přehřát nebo poškodit.
- Zkontrolujte ostrost - tupý vrták materiál spíš „škrábe“, místo aby řezal.
- Zvolte správné otáčky - pro tvrdé materiály nižší, pro měkčí vyšší.
Výběr správného vrtáku do kovu není složitý, pokud víte, co od něj očekávat. Věnujte pozornost materiálu vrtáku, typu povlaku a druhu obráběného kovu. Jen tak dosáhnete čistého vrtu, delší životnosti nástrojů a hlavně spokojenosti s výsledkem vaší práce.
Napište nám
Chcete nám něco sdělit o našich produktech nebo e-shopu? Neváhejte napsat.